Lee Precision Makes Casting Bullets Cheap …
… Here’s How To Keep Them Running Smooth
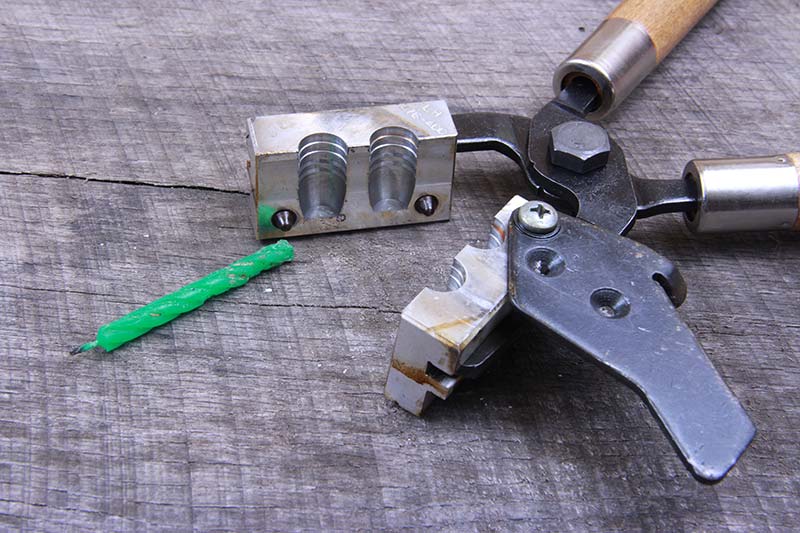
Lee two cavity molds come with their own handles and are ready to
cast with after a quick tune-up described by the writer. They cost
around $25. Old birthday candles make dandy lube for the alignment
pins and sprue cutoff plate bolt.
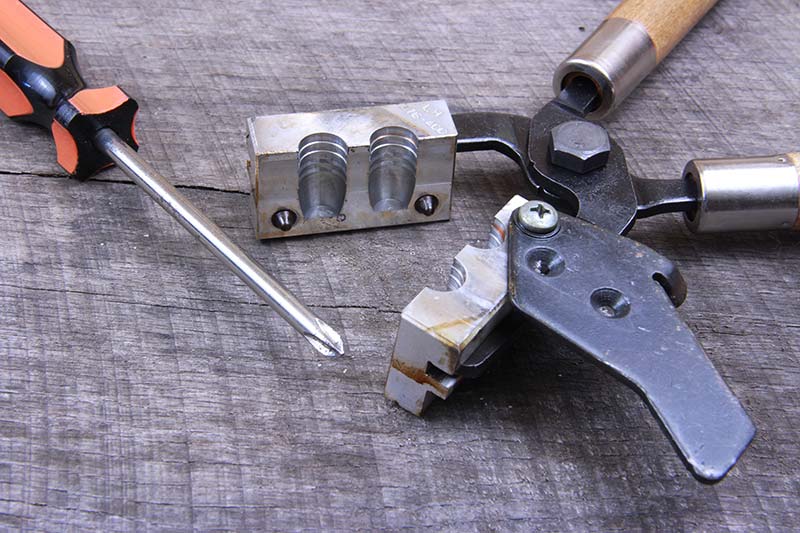
Tank always keeps a Philips head screwdriver close by while
casting to make sure the sprue plate screw is always tight.
Inexpensive doesn’t necessarily mean cheap quality. Sometimes it does, proving the adage, “cheap is too expensive,” while other times, it’s a bargain. Nothing tickles me more than casting beautiful bullets from inexpensive molds made by Lee Precision.
A lot of the bullets cast from my Lee molds are the most accurate bullets in many of my six guns, muzzleloaders, lever guns and bolt guns.
Sure, I love all brands of bullet molds, no matter their lineage, be they factory, custom, or antique. Price doesn’t intimidate me either, as long as it drops accurate bullets. But deep down, I’m a cheapskate. I love bargains, deals and having money left over to buy more reloading components.
While Lee molds can be a little finicky at times, once you unlock the secret to running them, you’ll be dropping bullets faster than your alloy pot melts your secret brew — particularly when using Lee six cavity molds.

A few strokes of a file on the inside top halves at a 45- degree
angle makes a vent for air to escape, preventing voids, or air
pockets in your bullets.

Here you can see the vent line where the mold halves come together.
It doesn’t take much to allow the air to escape.
My Process
I preheat my Lee molds on an electric hot plate, then dip the mold in my alloy. If the alloy rolls off the mold, I start casting. I usually get perfect bullets on the first cycle.
As soon as the sprue solidifies after filling the cavities, it turns a dull lead color. Start your sprue plate action for cutting the sprue puddle now while it’s still hot. Many people run several molds at once. Not me. Cutting the sprue while hot is vital, meaning it’s still soft.
When fully cooled, the alloy hardens, stressing the sprue handle of the six-cavity mold. If you apply too much pressure, you can and will snap the sprue pivot arm. DO NOT FORCE ANYTHING! If there is resistance, look before doing anything.

A disassembled six cavity mold with everything shown for a mold tune-up.

Here’s a mold that is starting to smear a bit. It is easily
removed using the methods described.
No Smear
If lead starts smearing on top of your mold, during sprue cut-off, slow your pace down. Or, as soon as the sprue puddle solidifies, touch the top of your mold to a damp sponge for a second, then cut the sprue.
With this cycle, you will be able to empty the pot without stopping for a hot mold, cool down break. If the top of the mold does get smeared with lead, simply bring the mold up to the same temperature as the alloy and wipe the underside of the sprue plate off with a thick cotton towel. It will wipe right off.
Lee molds make me nostalgic as they got me started in the casting venue. As with many, my first mold was a Lee. The “no risk” price makes them attractive without risking a lot of money if it’s later determined casting isn’t for you. I knew I was hooked my first time casting a batch of bullets from wheel-weight alloy.

The after picture of the same mold after being wiped with a heavy
cotton towel. 95% of smeared alloy is wiped off. No sense worrying
over the last 5%.

Sprue plate after being wiped off with heavy cotton towel.

Whether tumble lubed with Lee Alox, sized and lubed with traditional
methods, or Tank’s favorite, powder coated (PC) Lee molds can
produce accurate bullets for a bargain
Tips for Lee Molds
When I receive a Lee mold, I make sure all screws and bolts are snug, especially the pivot screw on two cavity molds and the 7/16” bolt on six cavity molds. This ensures the sprue plate is held down firmly, avoiding fins on the base of the bullet.
Next is taking a file and giving the upper inside edge of the mold halves a few strokes, creating an air vent. This is worth your time alone for pouring great bullets. It allows air bubbles to escape, giving the bullet a good fill-out when the alloy fills the cavity, discouraging voids or air pockets before it solidifies. No need to go overboard. Air doesn’t need much space to escape.
Lee molds now have alignment pins on their two cavity molds and have always had them for their six cavity molds. Any metal-on-metal contact needs lubricant to avoid galling, sticking or wear. A simple birthday candle works perfectly. Just dab the alignment pins. It doesn’t take much and lasts for months. When they start getting sticky again, give her a little dab. A dab on the sprue plate hinge screw, or bolt, is also good to keep things moving freely.
Lastly, should your mold seize up from your alloy hardening, do not force it with the sprue cut-off handle. Place your mold in a vise and use a wooden dowel and hammer to tap your sprue plate open. Your mold will appreciate it by not breaking your sprue pivot arm.
I hope you take the plunge and start casting your own bullets. You’ll learn a lot while saving money and have more freedom by casting your own bullets whenever you need them.
Remember, don’t be a price snob! I wouldn’t lead you down the wrong path. I have many Lee Precision molds I love just as much as some of my expensive custom molds. Like anything in life, treat them right, and they’ll treat you well in return. I get a bigger kick out of my Lee cast bullets out-shooting anything else I’ve cast, regardless of what mold I used.
It’s hard putting a price tag on quality, but we can thank Lee for that. Sometimes inexpensive isn’t cheap; it’s the best bargain out there!